- EN
- CH



SERVICE ITEMS
维修服务项目三菱数控M系统报0125/0126维修中心
发布者:变频器维修部 来源:上海仰光电子工程部 发布时间:2021-3-24
三菱系统维修故障:
触摸屏进不了界面,无显示,亮度看不清楚,黑屏,花屏,白屏,液晶屏显示竖条,液晶屏显示横条,液晶屏显示多画面,以及液晶屏显示疑难杂症均可,触摸屏通讯不上,触摸屏开机走一半不动,开机不能进入程序修,指示灯不亮,触摸屏死机,触摸屏灯管不亮,触摸屏玻璃烂维修更换触摸屏触摸偏移,触摸屏不能触摸,触摸屏一半可以触摸另一半不能触摸,触摸屏不能校准,触摸屏无背光等维修。
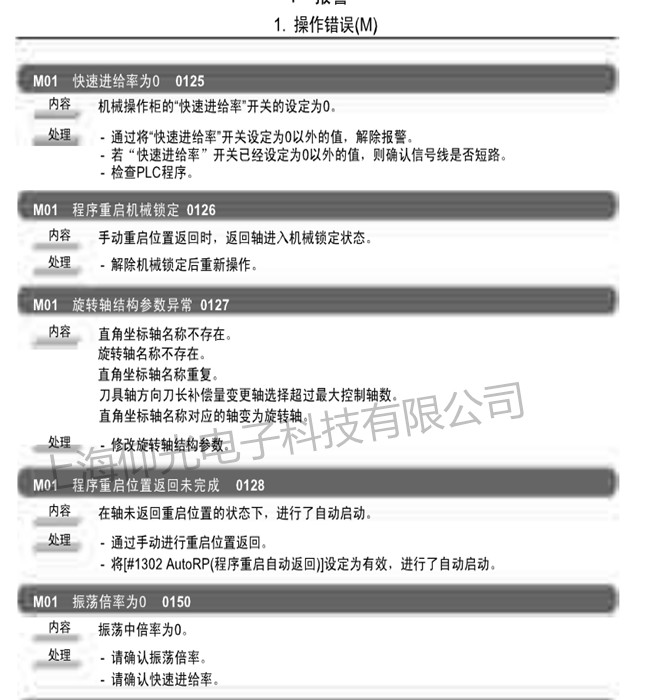
三菱系统报0125/0126报警代码讲解如下图:
三菱系统 CNC 故障诊断及排除8例
1 关于 #6451 参数设置引起的通信故障
数控系统为 E60 :
第 1 例 客户报告故障现象如下:
在传送 PLC 程序时中途中断, 断电后,重新设定 #6451=00110000, 屏幕立即变为灰屏。只有将 #6451=00010000, 屏幕又恢复正常。 将系统做维修格式化(系统旋钮 =7)后,系统屏幕又能够正常操 作。 再次将 #6451=00110000, 系统又变成灰屏
第 2 例客户报告故障现象如下
数控系统为 E60 。在初始调试 将#6451=00110000 后,系统变 成灰屏。
以上两例都与参数 #6451 相关。
分析:在三菱数控系统中, #6451 用于对 CNC系统进行 PLC 程序传送。如果设置 #6451=00110000 (bit5=1 )
则进入 GX 通信状态,即将三菱的编程软件“ GX-DEVELOP开发的 PLC 程序送入 CNC 系统。
如果设置 #6451=00010000,(bit5=0 )则进入 RS232 通信。用于 传送参数,加工程序等。
在本例中,一旦设置 #6451=00110000, 就出现灰屏,即使做维修 格式化后故障仍然不能解除。这一故障与 PLC 通信有关,也可 能是不符合格式的 PLC 程序引起了通信错误。
处理:设置 NC 系统旋钮 =1,使 PLC程序停止,解除 PLC程序的 影响。
再设置 #6451=00110000 ,此时未出现灰屏,传送正常 PLC 程序 后,系统正常。
在例中,向系统传送原 PLC 程序后,观察到 GX软件的对话 窗口有“ PLC 程序报警信息” ,这是观察到的现象。将 PLC 程序格式化后,再传送正常程序,系统正常。
2.系统原点漂移:
一台控制系统为 M64的铣床。运行三月后客户报告出现下列故障 现象:
停电一晚,第 2 天上电后运行时,出现位置偏差,目测有 3mm— 6mm,9.8mm,,
以当日基准设定为 G54 坐标,继续运行能够正常运行,无偏差。 凡停电 4 小时后,再开机,就出现上述故障,连续一个月每天出
现上述故障。
要求客户对“原点挡块” ,“原点开关”做了紧固,仍然出现以上
故障。
笔者到达工作现场后又仔细听取了客户的报告, 证实每天上电后出现的位置误差在 9.8mm。出现误差的频率很高。
笔者在现场做了 10 次回零实验,每次都能准确回零。
回零速度:高速 =6000mm/分,爬行速度 =200 mm/分; 螺距 =10mm;
正向回零,时间 下午 14----15 点
启动回零运行,能正常回零,在零点位置做固定标记。 连续回零十次都能正常回零,零点在固定标记处,
分析和判断:出现的误差为 9.8mm,而螺距为 10mm
可能是回原点出现问题。
观察”回零数据”画面:其“栅格量” =9.95 —9.937. 此数据不 正常,这表明原点开关的“ ON”点(“ON”点 ---- 指原点开关进 入爬行区间后脱开原点挡块的“位置点” ---NC 系统从该点寻找
“Z 向脉冲”做为电气原点)距第 1 栅格点只有 0.063 mm,如 果有其他机械因素的影响,其“ ON”点就可能落到第 1 栅格点 左侧。系统就会认定第 1 栅格点为电气原点,所以原点就相差
了一个螺距。
调整参数 #2028 栅罩量(挡块延长量)后,
“栅格量”=4.9 此数值正常;
注意:#2028 和螺距的单位不一样,
调整 #2028栅罩量时, 以 1/1000mm为单位,例如欲设定 5mM的栅罩量,设定 #2028=5000.
另外:注意设定参数 #1229, 在“回零参数”画面上,
设定 #1229bit6=0------ 栅格量的显示值为“ ON”点到“电气原
点”的值。
#1229bit6=1------ 栅格量的显示值为“栅罩量 ON”点到“电气
原点”的值。
在使用 #2028 调“栅罩量”时,设定“ #1229bit6=1 ”,这样 才能观察到调节后的效果。
结果:经过调整参数 #2028 栅罩量(挡块延长量)后,使
“栅格量” =4.9 “栅格量”数值在正常范围,
该机床工作正常,再未出现原点漂移。 ;
3 C64 CNC 上电之后出现“ Z55 RIO 未连接”报警
故障现象: 某专机上应用三菱 C64 CNC ,上电后出现 “Z55 RIO 未连接”报警。但实际已经连接远程 I/O;
观察和处置:上电后:
1.在 C64NC 本体上 DIO 接口的上方的灯开始为红色,约 2 秒 后闪烁,然后变为绿色。而 RIO 上一直为红色,而且没有闪烁。
2.将电缆 R211 两端屏蔽层接地,重新安装接地铜棒。仍未消
除故障。屏蔽层单端接地未消除故障。
3.将该电缆和 RIO 安装到另一台 E60数控上,通信正常;证明该电缆和 RIO 没有问题。
4.将参数 #21102 bit2=1 ,报警“ Z55 RIO 未连接”信息消除, 但“在 C64NC 本体上 DIO 接口的上方的灯开始为红色,上电后 约 2 秒后闪烁,然后变为绿色。而 RIO上一直为红色,而且没有 闪烁。”
即 RIO 通信实际仍然没有完成。在 I/F 诊断画面上没有任何信 号输入。
5.调整过 RIO 站号,不起作用,以前即使站号不对,只影响输 入信号的地址号。不会发出报警。
NC 本体 LED 报警为: AL 91 00 41 41---- 为系统异常
判断:系统硬件故障
送修。
4.故障报警 :上电后出现报警: Y03 放大器未连接
E60 一台 新系统,,新基本 I/O
上电后出现报警: Y03 放大器未连接
实际上已经连接。将该驱动器连接至另一台 E60上,报警消除。 所以排除“SH21电缆及驱动器一侧”的原因。
分析及判断: 可能基本I/O上的“ SV1”口有问题。
处置: 将驱动器连接于“ SV2”口,设置参数 #1021=02 01 (参数#1021 为驱动通道设置参数。 前2位为通道号, 后2位为轴号) 上电后,故障报警消除。
这样可以判断“ SV1”口是存在通信故障
5. 故障报警 :
E60 数控系统 ,上电后 出现报警:“EMG LINE” 这是由于连线故障出现的报警,
初步处置:将全部连线上紧但仍然出现该故障。
分析: 可能“ SV1”口有问题。
将驱动器连接于“ SV2”口,设置参数 #1021=02 01 上电后,故障报警消除。
这是巧用:“SV2”口处理故障的两例。
6. 故障现象 :
工作机械:立式淬火机床,数控系统为E60,客户报告早上开
机时出现“丢失程序和坐标” ,(该系统设置为检测系统)再 次断电上电后故障消除。
7. 工作机械 :卧式 12m淬火机床,数控系统三菱 E68系 统;故障现象:开机时出现“丢失坐标”故障, (该系统设置为 检测系统)。重新设定值坐标后可正常工作。
8.工作机械为立式淬火机床,数控系统为E60 。
在停机5天后重新开机,显示屏为白屏。2天后自动恢复正常。
分析与判断:
第6例和第7例均为开机后出现“丢失坐标” ;第6例有可能是 瞬间电源异常,所以重新断电上电后系统恢复正常。
第7例需要人为重新设定值原点。第8例是两天后自动恢
复。这两例故障可能与工作环境的湿度太大有关。
当工作环境的相对湿度在85 ―― 90%,温度在30-3 5°C时,连续多天停机,重新开机时,可能会出现一些相关的
故障。
CNC 控制器和驱动器的电路板通过空气间隙绝缘, 湿 度过高,空气绝缘性能降低,空气中的水分附着在线路板表面,
降低了线路板绝缘电阻,而且控制器内部运行时不断积累灰尘,
这些灰尘吸附水分, 使绝缘电阻更低, 终导致线路板绝缘击穿, 造成设备故障。
如果工作环境持续潮湿, 线路板产生霉变, 霉菌含有大量 水分,会降低控制板绝缘性, 局部电流增大, 也会导致设备故障。
湿度过大还会造成接线端子锈蚀, 电阻增大。 有客户报 告过电机编码器接线端子锈蚀造成检测数据紊乱, 从而引起电机运行不稳定的案例。
改善工作环境的相对湿度可以采取放置下列措施:
1.)改善电柜的密封性能。悬挂变色硅胶(吸附水量大于5 0%),定期检查硅胶颜色,变色及时更换,干燥处理变色硅胶,
循环使用。
2.)安装除湿机并设置成自动状态,保持低湿度环境;
3.)可在室内石灰,木炭,控制室内湿度。
4.)在设备停机期间,要使控制系统保持带电状态,持续 散发热量,预防内部结露。
转载请注明出处:上海仰光电子科技专业伺服驱动器维修,伺服电机维修http://xiusifudianji.com/weixiu/weixiu2920.htm
【 我们确保可以修好测试好给客户!!!!】 伺服驱动器维修,伺服电机维修,变频器维修
---联系方式:
电话:021-50157782
手机:15800396882
邮箱:shygdzi@163.com
联系人:张工
网址:http://xiusifudianji.com/
上一篇:西门子伺服驱动器维修6SN1123-1AA00-0LA1报726维修
下一篇:西门子驱动器常见故障原因及检修方案
CONTACT US
-

13818985443 段工
-

-

上海市嘉定区江桥镇翔江公路1800号-888
